

摘要:本文介绍了电火花线切割手工编程实例,详细解释了电火花线切割的原理和编程方法,并解答了实践中的常见问题。通过实例详解,深入剖析了MR60.88.77定义的应用,同时灵活解析了设计界面版的使用技巧。对于学习和实践电火花线切割手工编程的读者,本文提供了有价值的参考和指导。
本文目录导读:
随着现代工业技术的发展,电火花线切割技术已成为制造业中不可或缺的一部分,手工编程是电火花线切割技术中的重要环节,对于提高加工精度和效率具有重要意义,本文将结合实践,详细介绍电火花线切割手工编程实例,并对实例进行解答解释,同时引入MR60.88.77这一概念,以帮助读者更好地理解和掌握电火花线切割技术。
电火花线切割技术概述
电火花线切割技术是一种利用电火花加工原理进行金属切割的技术,它通过电极丝和工件之间的脉冲放电产生的高温来熔化、蚀除金属,从而实现各种复杂形状的切割,电火花线切割技术具有加工精度高、适用范围广等特点,广泛应用于模具、五金、机械等领域。
手工编程实例详解
1、实例选择
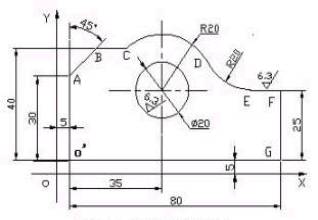
本实例选用一个典型的模具零件进行电火花线切割加工,该零件具有复杂的轮廓和较高的加工精度要求。
2、编程步骤

(1)确定加工轮廓:根据零件图纸,确定需要加工的轮廓线。
(2)设置加工参数:根据零件材质、厚度等因素,选择合适的电极丝、张紧力、脉冲能量等参数。
(3)编制加工程序:根据加工轮廓和加工参数,利用电火花线切割机床的编程软件,编制加工程序。
(4)校验程序:在正式加工前,对编制的程序进行校验,确保无误。
(5)实际操作:将程序输入机床,进行实际操作,完成零件的加工。
实践解答解释定义MR60.88.77
MR60.88.77是电火花线切割技术中的一个重要参数或标准,具体含义可能因不同的文献或行业而有所不同,在此,我们将结合实践对其进行解答和解释。
1、MR60的含义和设置方法:MR60通常表示某种模式下的速率或速度参数,在电火花线切割中,它可能表示机床在特定模式下的加工速度,设置MR60时,需根据零件材质、厚度以及加工要求等因素进行调整,以保证加工质量和效率。
2、88的解释:88可能表示一种特定的状态代码或性能指标,在电火花线切割中,它可能表示机床的某种运行状态或性能指标值,了解88的具体含义,有助于更好地掌握机床的运行状态和性能,从而进行优化操作。

3、77的实践应用:77可能表示某种操作指令或实践方法,在电火花线切割手工编程中,了解77的具体含义和应用方法,有助于简化操作过程,提高加工精度和效率。
结合实例进行实践解答
在实际操作中,我们需要根据零件的具体要求,结合MR60.88.77这一参数或标准,进行电火花线切割手工编程,在设定加工参数时,需根据零件材质和厚度选择合适的电极丝、张紧力、脉冲能量等参数,同时考虑MR60的速度设置;在操作过程中,需关注88这一状态代码或性能指标,确保机床处于最佳运行状态;在编制加工程序时,需了解77这一操作指令或实践方法,以简化操作过程,提高加工精度和效率。
本文详细介绍了电火花线切割手工编程实例,并结合实践对实例进行解答解释,引入了MR60.88.77这一参数或标准,以帮助读者更好地理解和掌握电火花线切割技术,通过实践解答,读者可以更加深入地了解电火花线切割技术的实际操作过程,提高加工精度和效率,希望本文能对读者在电火花线切割技术领域的学习和实践有所帮助。